Отуруучу көбүк көбүнчө эки компоненттүү материалдардан жана тиешелүү кошумчалардан жана калыптар аркылуу көбүктүү башка майда материалдардан жасалган пенополиуретанды билдирет.Бүт өндүрүш процесси үч процесске бөлүнөт: даярдоо этабы, өндүрүш баскычы жана кайра иштетүүдөн кийинки этабы.
1. Даярдоо этабы – кирүүчү текшерүү + аралаштыруу
①Кирүүчү материалдарды текшерүү:
Негизинен полиэфирдин суунун мазмуну жана илешкектүүлүгү талаптарга жооп береби же жокпу текшериңиз.Бул нерсе түндүктө кышында өзгөчө маанилүү болуп саналат.
Акысыз көбүк сыноо өндүрүшү, ошондой эле, негизинен, алар өндүрүш абалынын талаптарына жооп бергендигин текшерүү үчүн таразага, келген материалдар үчүн жүзөгө ашырылат.
②Аралаштыруу:
Аралаштыруу белгиленген формула боюнча жургузулуп, учурда автоматтык аралаштыргыч жабдуулар колдонулуп жатат.FAW-Фольксвагендин орундук пенопласт системасы эки түргө бөлүнөт: курама материал жана өзүн-өзү аралаштыруучу материал.
Комбинацияланган материал:) A+B эки аралаш эритмелер түз аралаштырылат
Өзүн-өзү топтоо: POLY, башкача айтканда, негизги полиэтер + POP + кошумчаларын аралаштырып, андан кийин POLY менен ISO аралаштырыңыз

2. Өндүрүш этабы – цикл өндүрүшү
Жалпысынан алганда, цикл өндүрүшү, негизинен, куюу, калыптандыруу, калыптан чыгаруу жана калыпты тазалоо сыяктуу бир нече процесстер аркылуу кабыл алынат:
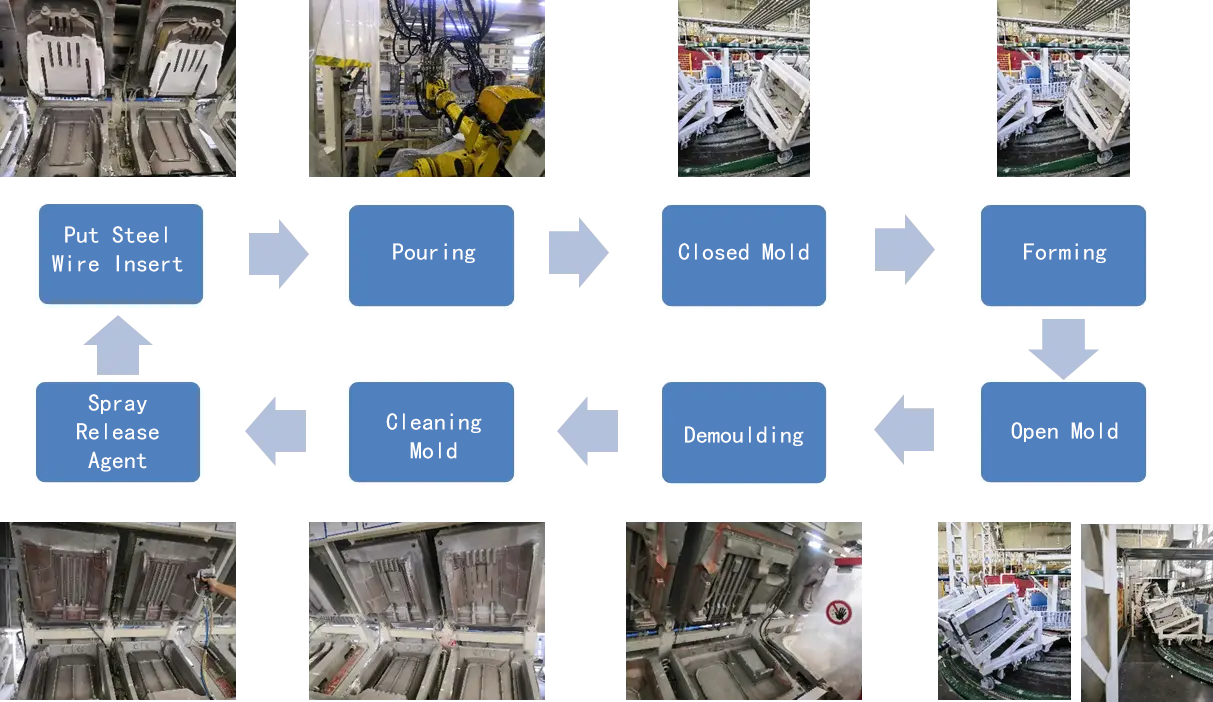
Алардын ичинен куюу негизги болуп саналат, аны негизинен куюучу манипулятор бүтүрөт.Отуруучу көбүктүн ар кандай абалына жараша ар кандай куюу процедуралары колдонулат, башкача айтканда, ар кайсы аймактардагы көбүктөр куюлат жана процесстин параметрлери ар кандай (басым, температура, формула, көбүктүн тыгыздыгы, куюу жолу, жооп индекси).
3. Кайра иштетүүдөн кийинки этап – анын ичинде бургулоо, кыркып алуу, коддоо, оңдоо, өчүргүчтүн момун чачуу, эскирүү жана башка процесстер
①Тешик - Ачуунун максаты - буюмдун деформациясынын алдын алуу жана ийкемдүүлүктү жогорулатуу.Вакуумдук адсорбциялык типке жана ролик түрүнө бөлүнөт.
Формадан көбүк чыккандан кийин клеткаларды тезирээк ачуу керек.Убакыт канчалык кыска болсо, ошончолук жакшы, эң узак убакыт 50с ашпоого тийиш.
②Чет кыркуучу-көпүктүн көгөрүп чыгуу процессинен улам көбүктүн четинде бир аз көбүк жаркырап пайда болот, алар отургучту жабууда көрүнүшкө таасирин тийгизет жана аларды кол менен алып салуу керек.
③Коддоо - көбүктүн өндүрүш датасы жана партиясын байкоо үчүн колдонулат.
④Оңдоо - Пено өндүрүш процессинде же формадан чыгаруу процессинде бир аз сапаттык кемчиликтерди жаратат.Негизинен, желим кемчиликтерди оңдоо үчүн колдонулат.Бирок, FAW-Volkswagen А бетинин оңдоого жол берилбейт деп шарттайт жана оңдоо иштерин чектөө үчүн атайын сапат стандарттары бар..
⑤Үндү сиңирүүчү момду чачуу – милдети ызы-чуу пайда кылуу үчүн көбүк менен отургучтун рамкасынын ортосундагы сүрүлүүнүн алдын алуу болуп саналат.
⑥Картаюу - көбүк көктөн калыптангандан кийин, көбүктөнгөн материал жалпысынан толук реакцияга кирбейт жана микро-реакциялар талап кылынат.Негизинен, көбүк айыктыруу үчүн 6-12 саатка катенар менен абада токтотулат.

ачуу

Кесүү

бышкандан кийинки
Дал ушундай татаал процесстин аркасында Фольксвагендин отургуч көбүгү эң сонун комфортко жана аз жыты жана аз эмиссиясы менен айлана-чөйрөнү коргоого ээ.
Посттун убактысы: 2023-жылдын 15-февралына чейин